点胶工艺中常见的缺陷与解决方法
1
拉丝/拖尾
■ 拉丝/拖尾是点胶中常见的缺陷,产生的原因常见有胶嘴内径太小、点胶压力太高、胶嘴离PCB的间距太大、贴片胶过期或品质不好、贴片胶粘度太好、从冰箱中取出后未能恢复到室温、点胶量太大等。
■ 解决办法:改换内径较大的胶嘴;降低点胶压力;调节“止动”高度;换胶,选择合适黏度的胶种;贴片胶从冰箱中取出后应恢复到室温(约4h)再投入生产;调整点胶量。
2
胶嘴堵塞
■ 故障现象是胶嘴出胶量偏少或没有胶点出来。产生原因一般是针孔内未完全清洗干净;贴片胶中混入杂质,有堵孔现象;不相溶的胶水相混合。
■ 解决方法:换清洁的针头;换质量好的贴片胶;贴片胶牌号不应搞错。
3
空打
■ 现象是只有点胶动作,却无出胶量。产生原因是贴片胶混入气泡;胶嘴堵塞。
■ 解决方法:注射筒中的胶应进行脱气泡处理(特别是自己装的胶);更换胶嘴。
4
元器件移位
■ 现象是贴片胶固化后元器件移位,严重时元器件引脚不在焊盘上。产生原因是贴片胶出胶量不均匀,例如片式元件两点胶水中一个多一个少;贴片时元件移位或贴片胶初粘力低;点胶后PCB放置时间太长胶水半固化。
■ 解决方法:检查胶嘴是否有堵塞,排除出胶不均匀现象;调整贴片机工作状态;换胶水;点胶后PCB放置时间不应太长(短于4h)。
5
波峰焊后会掉片
■ 现象是固化后元器件粘接强度不够,低于规定值,有时用手触摸会出现掉片。产生原因是因为固化工艺参数不到位,特别是温度不够,元件尺寸过大,吸热量大;光固化灯老化;胶水量不够;元件/PCB有污染。
■ 解决办法:调整固化曲线,特别是提高固化温度,通常热固化胶的峰值固化温度为150℃左右,达不到峰值温度易引起掉片。对光固胶来说,应观察光固化灯是否老化,灯管是否有发黑现象;胶水的数量和元件/PCB是否有污染都是应该考虑的问题。
6
固化后元件引脚上浮/移位
■ 这种故障的现象是固化后元件引脚浮起来或移位,波峰焊后锡料会进入焊盘下,严重时会出现短路、开路。产生原因主要是贴片胶不均匀、贴片胶量过多或贴片时元件偏移。
■ 解决办法:调整点胶工艺参数;控制点胶量;调整贴片工艺参数。
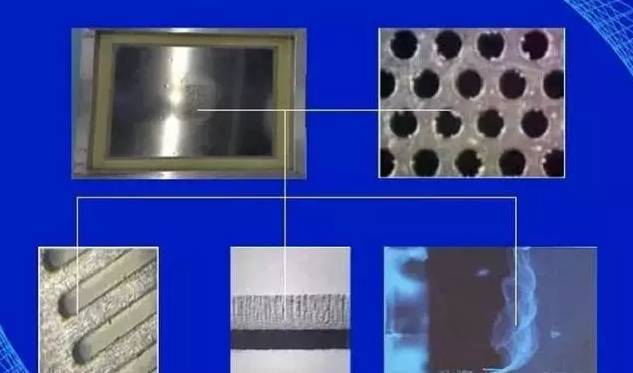
焊锡膏印刷与贴片质量分析
焊锡膏印刷质量分析
由焊锡膏印刷不良导致的品质问题常见有以下几种:
①焊锡膏不足(局部缺少甚至整体缺少)将导致焊接后元器件焊点锡量不足、元器件开路、元器件偏位、元器件竖立。
②焊锡膏粘连将导致焊接后电路短接、元器件偏位。
③焊锡膏印刷整体偏位将导致整板元器件焊接不良,如少锡、开路、偏位、竖件等。
④焊锡膏拉尖易引起焊接后短路。

1
导致焊锡膏不足的主要因素
① 印刷机工作时,没有及时补充添加焊锡膏。
② 焊锡膏品质异常,其中混有硬块等异物。
③ 以前未用完的焊锡膏已经过期,被二次使用。
④ 电路板质量问题,焊盘上有不显眼的覆盖物,例如被印到焊盘上的阻焊剂(绿油)。
⑤ 电路板在印刷机内的固定夹持松动。
⑥ 焊锡膏漏印网板薄厚不均匀。
⑦ 焊锡膏漏印网板或电路板上有污染物(如PCB包装物、网板擦拭纸、环境空气中漂浮的异物等)。
⑧ 焊锡膏刮刀损坏、网板损坏。
⑨ 焊锡膏刮刀的压力、角度、速度以及脱模速度等设备参数设置不合适。
⑩ 焊锡膏印刷完成后,因为人为因素不慎被碰掉。
2
导致焊锡膏粘连的主要因素
① 电路板的设计缺陷,焊盘间距过小。
② 网板问题,镂孔位置不正。
③ 网板未擦拭洁净。
④ 网板问题使焊锡膏脱落不良。
⑤ 焊锡膏性能不良,黏度、坍塌不合格。
⑥ 电路板在印刷机内的固定夹持松动。
⑦ 焊锡膏刮刀的压力、角度、速度以及脱模速度等设备参数设置不合适。
⑧ 焊锡膏印刷完成后,因为人为因素被挤压粘连。
3
导致焊锡膏印刷整体偏位的主要因素
① 电路板上的定位基准点不清晰。
② 电路板上的定位基准点与网板的基准点没有对正。
③ 电路板在印刷机内的固定夹持松动,定位顶针不到位。
④ 印刷机的光学定位系统故障。
⑤ 焊锡膏漏印网板开孔与电路板的设计文件不符合。
4
导致印刷焊锡膏拉尖的主要因素
① 焊锡膏黏度等性能参数有问题。
② 电路板与漏印网板分离时的脱模参数设定有问题。
③ 漏印网板镂孔的孔壁有毛刺。
贴片质量分析
SMT贴片常见的品质问题有漏件、侧件、翻件、偏位、损件等。
1
导致贴片漏件的主要因素
① 元器件供料架(feeder)送料不到位。
② 元件吸嘴的气路堵塞、吸嘴损坏、吸嘴高度不正确。
③ 设备的真空气路故障,发生堵塞。
④ 电路板进货不良,产生变形。
⑤ 电路板的焊盘上没有焊锡膏或焊锡膏过少。
⑥ 元器件质量问题,同一品种的厚度不一致。
⑦ 贴片机调用程序有错漏,或者编程时对元器件厚度参数的选择有误。
⑧ 人为因素不慎碰掉。
2
导致SMC电阻器贴片时翻件、侧件的主要因素
① 元器件供料架(feeder)送料异常。
② 贴装头的吸嘴高度不对。
③ 贴装头抓料的高度不对。
④ 元件编带的装料孔尺寸过大,元件因振动翻转。
⑤ 散料放入编带时的方向弄反。
3
导致元器件贴片偏位的主要因素
① 贴片机编程时,元器件的X-Y轴坐标不正确。
② 贴片吸嘴原因,使吸料不稳。
4
导致元器件贴片时损坏的主要因素
① 定位顶针过高,使电路板的位置过高,元器件在贴装时被挤压。
② 贴片机编程时,元器件的Z轴坐标不正确。
③ 贴装头的吸嘴弹簧被卡死。
影响再流焊品质的因素
1
焊锡膏的影响因素
再流焊的品质受诸多因素的影响,最重要的因素是再流焊炉的温度曲线及焊锡膏的成分参数。现在常用的高性能再流焊炉,已能比较方便地精确控制、调整温度曲线。相比之下,在高密度与小型化的趋势中,焊锡膏的印刷就成了再流焊质量的关键。
焊锡膏合金粉末的颗粒形状与窄间距器件的焊接质量有关,焊锡膏的黏度与成分也必须选用适当。另外,焊锡膏一般冷藏储存,取用时待恢复到室温后,才能开盖,要特别注意避免因温差使焊锡膏混入水汽,需要时用搅拌机搅匀焊锡膏。
2
焊接设备的影响
有时,再流焊设备的传送带震动过大也是影响焊接质量的因素之一。
3
再流焊工艺的影响
在排除了焊锡膏印刷工艺与贴片工艺的品质异常之后,再流焊工艺本身也会导致以下品质异常:
① 冷焊通常是再流焊温度偏低或再流区的时间不足。
② 锡珠预热区温度爬升速度过快(一般要求,温度上升的斜率小于3度每秒)。
③ 连锡电路板或元器件受潮,含水分过多易引起锡爆产生连锡。
④ 裂纹一般是降温区温度下降过快(一般有铅焊接的温度下降斜率小于4度每秒)。
上一条:电路板电镀中4种特殊的电镀方法
下一条:SMT质量问题超全汇总(下篇)


Copyright © 2001-2017 紫光电子集团有限公司.






